The global medical landscape is undergoing a profound structural transition. Traditional hospital construction, notorious for extended multi-year project schedules, massive material waste, and heavy localization bottlenecks, is rapidly being superseded by Volumetric Modular Construction (VMC). As a premier modular hospitals exporter, we observe that municipal developers, private healthcare groups, and humanitarian NGOs are increasingly demanding compressed execution windows. The necessity of deploying functional medical infrastructure—ranging from diagnostic laboratories to full-scale clinical surgical wards—within weeks rather than years has elevated prefabricated architecture to a mission-critical industry standard.
Advanced modular clinical units now feature fully integrated structural framing, pre-commissioned HVAC systems, and built-in lead-shielding or cleanroom capabilities. The global market is scaling exponentially, driven by the realization that modular builds deliver equivalent durability to traditional steel-and-concrete installations while bypassing up to 60% of on-site construction delays. By shipping factory-tested medical spaces directly to the project site, we eliminate the uncertainty of localized labor shortages, variable weather, and structural inconsistencies.
Designing modular structures for clinical environments mandates a rigorous engineering approach that far exceeds the specifications of general residential or commercial modular assembly. The technical blueprint of our export-grade medical cabins and structures integrates structural stability with advanced biological containment capabilities:
Fabricated using structural hot-dipped galvanized steel framing (Q235B/Q355B standards). The framing is calculated to withstand wind velocities of up to 250 km/h and localized seismic acceleration zones up to Category 8, compliant with international building codes.
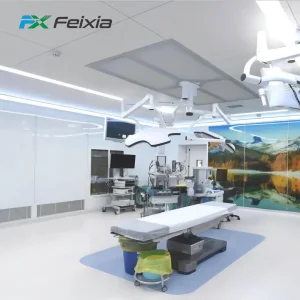
Designed for sterile processing. Air filtration circuits utilize Class H13/H14 HEPA units providing 99.995% efficiency. Systems maintain controlled positive pressure for transplant/surgical rooms, or negative pressure (minimum differential of 15 Pa) for infectious isolation wards.
Interior wall systems employ continuous-welded PVC medical-grade vinyl sheet flooring and high-density polyurethane sandwich panels (50mm–150mm thickness) finished with PVDF or anti-bacterial paint coating to endure aggressive chemical sanitation.
Operating from Foshan, China's premier industrial and modular construction cluster, gives us a competitive advantage in global logistics and sourcing. The density of raw material processors, steel treatment plants, electronics components manufacturers, and specialized medical fitting suppliers allows for rapid supply chain execution. When we export modular hospitals, we tap into a continuous flow of specialized materials, ensuring that project schedules never suffer from procurement lags.
Our automated manufacturing floor utilizes advanced laser cutting, robotic welding lines, and rigorous dimensional tolerance testing. This level of automation guarantees that each volumetric module fits perfectly with the next on-site, minimizing the need for manual adjustment. The vertical integration of our supply chain translates directly to a cost reduction of 30-40% compared to modular fabricators based in North America or Western Europe, without sacrificing quality.
Every region presents distinct geographical, meteorological, and operational challenges. A standard configuration is rarely sufficient for specialized sites. Our modular hospital export division designs customized systems optimized for localized scenarios:
Engineered for remote extraction camps, mining operations, or oil sands projects. Features reinforced thermal skins (R-value up to 40) using closed-cell polyurethane cores, allowing internal climate control systems to maintain comfortable operating temperatures in climates from -40°C to +50°C.
Optimized for rapid deployability. These flatpack or ISO-dimensioned containers are designed to be crane-lifted and leveled within hours on raw compacted soil. They serve as primary triage zones, trauma clinics, and field pharmacies during humanitarian emergencies.
Tailored for crowded metropolitan hospital campuses needing immediate expansion. Modules are stackable up to 4 stories high and designed to seamlessly interface with existing traditional facility corridors, utility lines, and fire egress routes.
Making an informed investment in healthcare infrastructure requires a rigorous comparison of structural execution methodologies. The table below outlines the core operational and technical differences:
| Evaluation Parameter | Volumetric Modular Clinical System | Traditional Concrete & Masonry build |
|---|---|---|
| Project Execution Speed | 40% - 60% faster deployment; simultaneous factory fabrication and site foundation work. | Linear process; prone to weather delays and site logistics issues. |
| Airflow & Cleanliness Control | Pre-installed, factory-tested laminar flow HEPA HVAC units with hermetically sealed interior structures. | Complex, high-cost manual retrofitting of ducting and seals; higher risk of biological containment leaks. |
| Quality Assurance (QA) | Monitored under strict factory conditions, checking structural tolerances within millimeters. | Highly dependent on localized site workforce skill, ambient weather, and on-site testing tools. |
| Scalability & Portability | Modules can be expanded, relocated, stacked, or converted for different clinical roles. | Fixed permanent structures requiring expensive demolition to alter configuration. |
| Waste & Environmental Impact | Up to 90% reduction in site waste; optimized material usage in factory production. | Substantial scrap and waste generation, heavy carbon footprint, and local environment disruption. |
Navigating the regulatory landscape of medical and architectural certifications is one of the most critical aspects of exporting modular hospitals. Each country maintains unique requirements regarding structural design, electrical systems, plumbing codes, fire resistance, and medical sanitization standards. Our dedicated engineering division specializes in international compliance, ensuring that delivered structures pass local audits with ease.
Whether your project must align with the European CE directive, British Standards (BS), Australian AS/NZS building codes, or North American International Building Codes (IBC) and ASTM fire ratings, our structural engineers adapt the raw materials, framing gauges, and insulation thickness accordingly. Additionally, we provide comprehensive technical support, including 3D structural BIM models, HVAC flow schematics, and load calculation charts to facilitate local permitting processes.
Foshan SES House Co., Ltd. is a leading Modular House Manufacturer | Prefabricated Homes, Container Houses & Steel Structure Buildings dedicated to providing innovative, efficient, and sustainable building solutions for clients worldwide. With extensive experience in prefabricated construction, the company serves residential, commercial, industrial, educational, healthcare, and infrastructure sectors through high-quality modular building systems.
Located in Foshan, China, SES House operates advanced manufacturing facilities equipped with modern production technologies and strict quality management systems. The company specializes in the design, engineering, manufacturing, and installation of a wide range of modular structures, including prefabricated homes, container houses, steel structure buildings, modular villas, portable houses, worker camps, modular offices, educational facilities, healthcare buildings, and customized commercial projects.
SES House offers comprehensive OEM, ODM, and project-based solutions tailored to the specific requirements of developers, contractors, government agencies, and private enterprises. From architectural planning and structural design to manufacturing, transportation, and on-site assembly support, the company delivers complete turnkey modular construction services. Every project is engineered to achieve durability, safety, energy efficiency, and rapid deployment.
Quality and innovation are at the core of the company's operations. By utilizing premium steel structures, environmentally friendly materials, and precision manufacturing processes, SES House ensures reliable building performance while reducing construction time and labor costs compared to traditional construction methods.
The company has successfully supplied modular building solutions to customers across North America, Europe, Australia, Southeast Asia, Africa, and the Middle East. Supported by professional project management, competitive pricing, flexible customization capabilities, and responsive customer service, SES House continues to build long-term partnerships with clients around the globe.
Foshan SES House Co., Ltd. remains committed to advancing modern construction through smart modular technologies, sustainable development practices, and high-quality prefabricated building solutions that meet the evolving needs of global markets.









As digital clinical environments and sustainable infrastructure trends converge, the technical roadmap of modular hospitals centers on integration and environmental efficiency. By 2025, modular construction will move beyond simple structural shells to feature pre-integrated smart hospital solutions. We are actively incorporating IoT sensors to monitor structural load, indoor air quality, cleanroom performance, and energy usage in real-time. This predictive maintenance data allows facility managers to monitor the structural integrity of their modular wards via unified building management software.
Furthermore, our manufacturing line is pivoting toward carbon-neutral materials. By using recycled structural steel alloys, low-carbon cement board, and eco-friendly insulation, we help global healthcare developers meet strict ESG requirements. This commitment to green building practices ensures that when you source from us, you receive a clinical facility designed for long-term operational sustainability.